Merhaba arkadaşlar, bugün G kodu nedir? G-code örnekleri makalemiz ile 3d yazıcı ve cnc çalışma mantığını öğreneceğiz. İşiniz veya hobiniz CNC makineleri veya 3D yazıcılarla ilişkiliyse, G kodun ne olduğunu ve nasıl çalıştığını anlamak sizin için önemlidir. Bu yazıda, G kodu dilinin temellerini, en önemli veya yaygın G kodu komutlarını öğreneceğiz ve nasıl çalıştıklarını açıklayacağız.
G Kodu Nedir? (G-CODE)
G-kodu, CNC makineleri için bir programlama dilidir. G kodu “Geometrik Kod” anlamına gelir. Bu dili bir makineye ne yapacağını veya bir şeyi nasıl yapacağını söylemek için kullanırız. G kodu komutları makineye nereye hareket edeceğini, ne kadar hızlı hareket edeceğini ve hangi yolu izleyeceğini bildirir. Torna veya freze gibi tezgahların kesici uçları bu komutlarla belirli yolu takip ederek, istenen şekli elde etmek için malzemeyi keser. Benzer şekilde 3D yazıcılarda, G-kodu komutları ile tabla üzerine katman katman işleme yaparak belirlenen şekli oluşturur.
G-kodu Komutları nasıl okunur?
İlk bakışta, bir G kodu dosyası gördüğünüzde, oldukça karmaşık görünebilir, ancak aslında anlaşılması zor değildir.
Kodu daha yakından incelersek, çizgilerin çoğunun aynı yapıya sahip olduğunu fark edebiliriz. G kodunun “karmaşık” olarak gördüğümüz kısmı sayılardır. Bunlar da sadece Kartezyen koordinatlardır. Tek bir satıra bakalım ve nasıl çalıştığını açıklayalım.
G01 X247.951560 Y11.817060 Z-1.000000 F400.000000
Kod aşağıdaki yapıya sahiptir:
G ## X ## Y ## Z ## F ##
- Birincisi G-kodu komutudur ve bu durumda G01 “düz bir çizgide belirli bir konuma hareket et” anlamına gelir.
- X, Y ve Z değerleri ile konumu veya koordinatları belirtiriz.
- Son olarak, F değeri ile ilerleme hızını veya hareketin yürütüleceği hızı ayarlıyoruz.
Özet olarak, hat koordinatları (
G01 X247.951560 Y11.817060 Z-1.000000 F400.000000) CNC makinesine mevcut konumundan X247.951560, Y11.817060 ve Z-1.000000 hızlarına sahip düz bir çizgide hareket etmesini söyler (400 mm / dak. Birim mm / dak). Birimleri milimetre olarak ayarlayabilmek için G21 komutunu kullanırız. Birimleri inç cinsinden ayarlamak istiyorsak, bunun yerine G20 komutunu kullanırız.
En Önemli / Ortak G-kodu Komutları
Şimdi, bir G-kodu satırını nasıl okuyacağımızı bildiğimize göre, en önemli veya yaygın olarak kullanılan G-kodu komutlarına bakabiliriz. Her birinin çeşitli örneklerle nasıl çalıştığını öğreneceğiz ve bu eğitimin sonunda G kodunun nasıl çalıştığını, nasıl okunacağını, nasıl değiştirileceğini ve hatta kendi G kodumuzu nasıl yazacağımızı tam olarak anlayabileceğiz.
G00 - Hızlı Konumlandırma
G00 komutu makineye belirtilen noktaya (akım pozisyonuna) belirtilen koordinatlar ile maksimum seyahat hızında hareket etmesini söyler. Makine tüm ekseni aynı anda hareket ettirir, böylece hareketi aynı anda tamamlar. Bu eylem, yeni konum noktasına düz bir çizgi hareketi ile sonuçlanır.
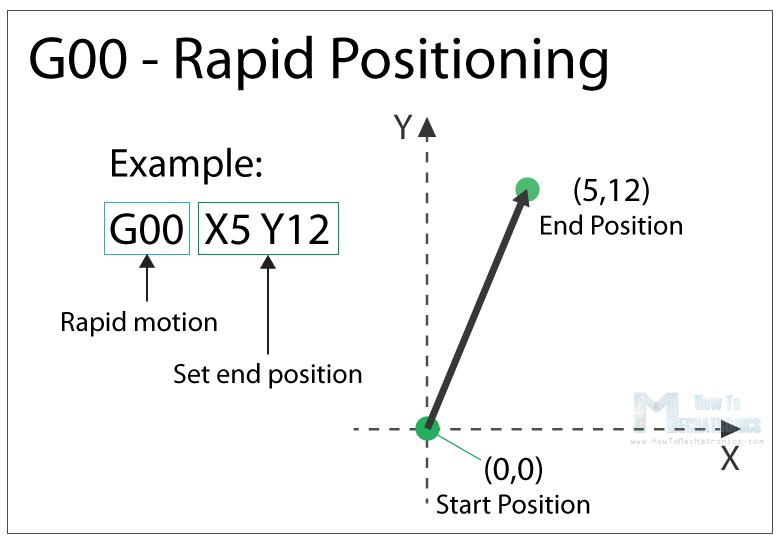
G00, kesim yapmayan bir harekettir ve amacı, kesme veya baskı gibi bir tür işe başlamak için makineyi hızlı bir şekilde istenen konuma taşımaktır.
G01 - Doğrusal İnterpolasyon
G01, G kodu komutu, makineyi ayarlanan besleme hızında düz bir çizgide hareket ettirir. Bitiş konumunu X , Y ve Z değerleri ile ve hızı F değeri ile belirleriz. Makine kontrolörü, bu düz çizgiyi elde etmek için geçilecek ara noktaları hesaplar (enterpolasyonlar). Bu G kodu komutlarını anlamak basit ve oldukça olsa da, makine kontrolörü bu hareketleri yapmak için saniyede binlerce hesaplama gerçekleştirir.

Yalnızca konumlandırma için kullanılan G00 komutunun aksine, G01 komutu makine ana işini yaparken kullanılır.
G02 - Dairesel İnterpolasyon Saat Yönünde
G02 komutu dairesel bir şekilde saat yönünde hareket etmesini söyler. G01 komutuyla aynı konsepttir ve uygun işleme işlemini gerçekleştirirken kullanılır. Bitiş noktası parametrelerine ek olarak, burada ayrıca dönüş merkezini veya ark başlangıç noktasının yayın merkez noktasından uzaklığını da tanımlamamız gerekir. Başlangıç noktası aslında önceki komuttan veya geçerli noktadan bitiş noktasıdır. Daha iyi anlamak için G02 komutunu önceki örnekteki G01 komutundan sonra ekleyeceğiz.
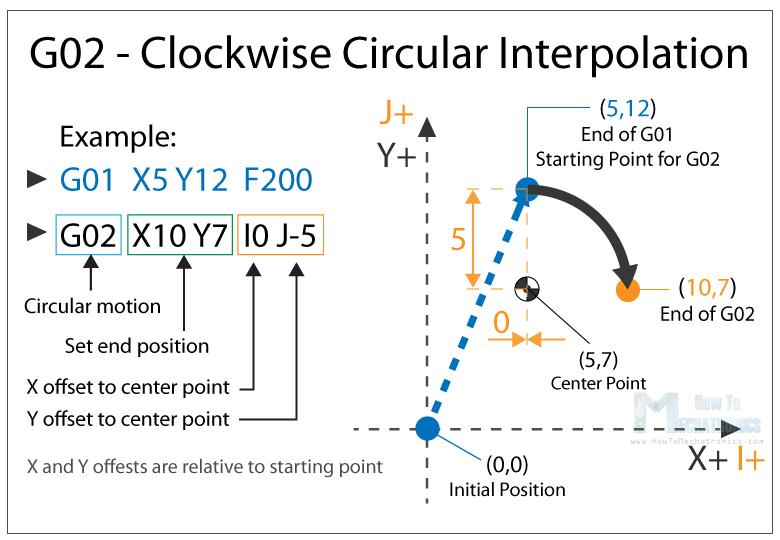
İlk örnekte, makineyi X5, Y12 noktasına taşıyan G01 komutuna sahibiz. Şimdi bu G02 komutunun başlangıç noktası olacak. G02 komutunun X ve Y parametreleri ile bitiş noktasını ayarladık. Şimdi dairesel bir hareket veya bir yay kullanarak bu uç noktaya ulaşmak için onun merkez noktasını tanımlamamız gerekiyor. Bunu I ve J parametrelerini kullanarak yapıyoruz. I ve J değerleri, önceki komutun başlangıç noktasına veya bitiş noktasına göredir. Bu nedenle, merkez noktasını X5 ve Y7'ye getirmek için X ekseni boyunca 0 ofseti ve Y ekseni boyunca -5 ofseti yapmamız gerekiyor.
Tabii ki, merkez noktasını başka bir yere ayarlayabiliriz, böylece aynı bitiş noktasında biten farklı bir açı elde ederiz.
İşte bunun bir örneği:
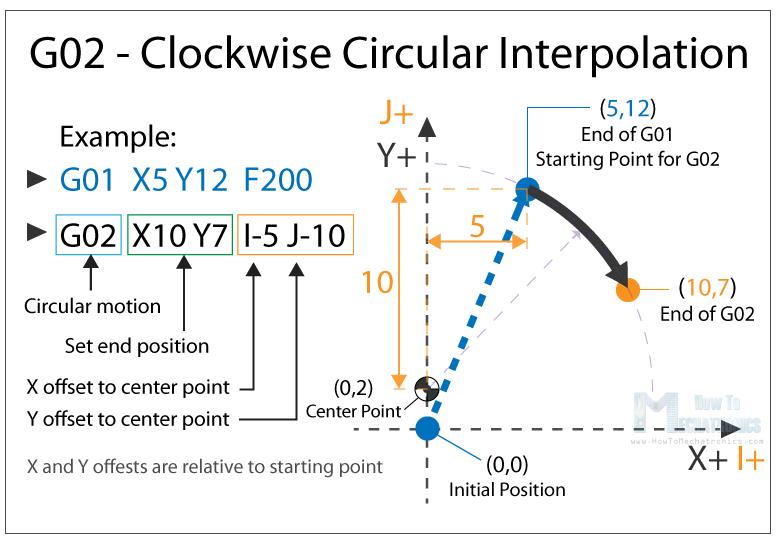
Burada hala bir önceki örnekle (X10, Y7) aynı bitiş noktasına sahibiz, ancak merkez noktası farklı konumdadır(X0, Y2). Bununla bir öncekine göre daha geniş ark aldık.
Bu üç ana G kodu komutunu (G00, G01 ve G02) kullanarak basit bir CNC frezeleme örneğine bakalım.
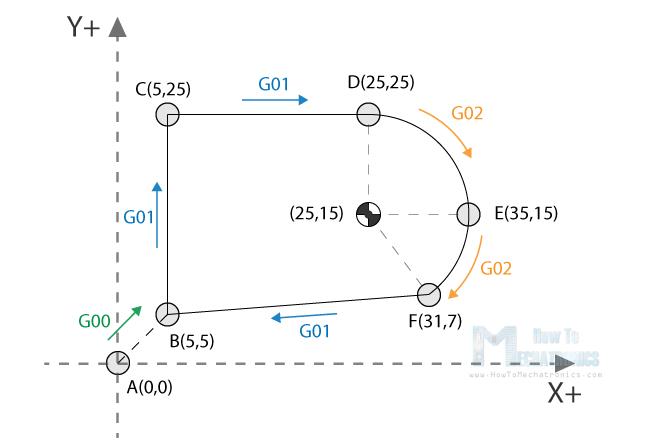
Yukarıdaki resimde gösterilen şekle ilişkin rotayı almak için aşağıdaki G kodu komutlarını kullanmamız gerekir:
G00 X5 Y5 ; point B
G01 X0 Y20 F200 ; point C
G01 X20 Y0 ; point D
G02 X10 X-10 I0 J-10 ; point E
G02 X-4 X-8 I-10 J0 ; point F
G01 X-26 Y-2 ; point B
İlk G00 komutuyla, makineyi hızlı bir şekilde başlangıç konumundan B noktasına getiriyoruz (5.5). Buradan G01 komutunu kullanarak 200 kesme hızında başlıyoruz. Burada B noktasından (5.5) C noktasına (5.25) ulaşmak için X ve Y değerlerini başlangıç B noktasına göre kullandığımızı not edebiliriz. Yani Y yönündeki +20 birim bizi C noktasına götürecektir (5.25). C noktasına (5,25) ulaştığımızda, D noktasına (25,25) ulaşmak için başka bir G01 komutumuz var.
Sonra E noktasına (35,15), merkez noktasıyla (25,15) ulaşmak için dairesel hareket olan G02 komutunu kullanırız. Bir sonraki G02 komutu için F noktasına (31,7) ulaşmak için aynı merkez noktasına (25,15) sahibiz. Bununla birlikte, I ve J parametrelerinin önceki komuttan farklı olduğuna dikkat etmeliyiz, çünkü merkezi son bitiş noktasından veya E noktasından kaydırıyoruz. Rotamızı, F noktasından başka bir G01 komutuyla bitiriyoruz.
Böylece, bu şekli yapmak için G kodunu manuel olarak programlayabiliriz. Yine de, bunun tam bir G kodu olmadığını belirtmeliyiz, çünkü birkaç temel komut eksik. Bu G-kodu komutlarını ilk önce açıklamamız gerektiğinden, G kodunun tamamını daha sonraki bir örnekte yapacağız.
G03 - Dairesel İnterpolasyon Saat Yönünün Tersine
Tıpkı G02 gibi, G03 G-kodu komutu makineyi dairesel düzende hareket edecek şekilde tanımlar. Buradaki tek fark, hareketin saat yönünün tersine olmasıdır. Diğer tüm özellikler ve kurallar G02 komutuyla aynıdır.

Dolayısıyla, bu üç ana G kodu komutu olan G01 , G02 ve G03 ile, tam anlamıyla istediğimiz herhangi bir şekil için bir rota oluşturabiliriz. Şimdi bunun nasıl mümkün olduğunu merak ediyor olabilirsiniz, ancak bu aslında bir bilgisayar ve CAM yazılımı için kolay bir görevdir.
Evet, bazen manuel olarak bir G kodu yapabileceğimiz doğrudur, ancak çoğu zaman bunu daha kolay ve daha güvenli olan uygun yazılımla yaparız. Bununla birlikte, şimdi birkaç önemli ve yaygın olarak kullanılan komutu açıklayıp sonunda gerçek bir G kodu örneği yapalım.
G20 / G21 - Birim Seçimi
G20 ve G21 komutları inç veya milimetre olarak G kodu birimlerini tanımlar.
- G20 = inç
- G21 = milimetre
Birimlerin programın başında ayarlanması gerektiğine dikkat etmeliyiz. Birimleri belirtmezsek, makine önceki program tarafından belirlenen varsayılan değeri dikkate alır.
G17 / G18 / G18 - G-kodu Düzlem Seçimi
Bu G-kodu komutlarıyla makinenin çalışma düzlemini seçiyoruz.
- G17 - XY düzlemi
- G18 - XZ düzlemi
- G19 - YZ düzlemi

G17 çoğu CNC makinesi için varsayılan değerdir, ancak diğer ikisi de belirli hareketleri elde etmek için kullanılabilir.
G28 - Home
G28 komutu başlangıç konumuna taşımak için makineyi yönlendirir. Çarpışmayı önlemek için X, Y ve Z parametreleri içeren bir ara nokta ekleyebiliriz.
Takım referans noktasına gitmeden önce bu noktadan geçecektir. G28 X## Y## Z##

Başlangıç konumu komut ile tanımlanabilir G28.1 X## Y## Z##.
G90 / G91 - G kodu Komutlarını Konumlandırma
G90 ve G91 komutlarıyla makineye koordinatları söyleriz. G90, mutlak modu içindir ve G91, göreli mod içindir. Mutlak modda, aletin pozisyonu daima mutlak noktadan veya sıfırdan yapılır. Böylece komut G01 X10 Y5, önceki konum ne olursa olsun, aracı tam olarak o noktaya (10,5) götürecektir. Öte yandan, göreceli modda, aletin konumu son noktaya göredir.
Dolayısıyla, makine şu anda (10,10) noktasındaysa, komut G01 X10 Y5 aracı (20,15) noktasına götürecektir. Bu moda “aşamalı mod” da denir.
Diğer Komutlar ve Kurallar
Yukarıda açıkladığımız G-kodu komutları en yaygın olanlarıdır, ancak daha fazlası vardır. Kesici telafisi, ölçekleme, çalışma koordinat sistemleri, bekleme vb. Komutlar vardır. G koduna ek olarak, gerçek bir tam teşekküllü G kodu programı oluştururken kullanılan M kodu komutları da vardır. İşte birkaç yaygın M kodu komutu:
- M00 - Program durdurma
- M02 - Program sonu
- M03 - İş mili AÇIK - saat yönünde
- M04 - İş mili AÇIK - saat yönünün tersine
- M05 - İş mili durdurma
- M06 - Takım değiştirme
- M08 - Taşkın soğutma sıvısı AÇIK
- M09 - Taşkın soğutma sıvısı KAPALI
- M30 - Program sonu
3D yazıcı durumunda:
- M104 - Ekstruder ısıtmasını başlat
- M109 - Ekstruder T0'a ulaşana kadar bekleyin
- M140 - Başlangıç yatağı ısıtması
- M190 - Yatağın T0'a ulaşmasını bekleyin
- M106 - Fan hızını ayarlama
Bu komutlardan bazıları uygun parametrelere ihtiyaç duyar. Örneğin, iş milini M03 ile açarken, iş mili hızını S parametresini kullanarak ayarlayabiliriz. Böylece, M30 S1000 kodu iş milini 1000 RPM hızında açacaktır. Birçok kodun modsal olduğunu da belirtebiliriz, yani iptal edilene veya başka bir kodla değiştirilene kadar geçerli kalırlar. Örneğin, doğrusal kesme hareketi için bir kodumuz olduğunu varsayalım G01 X5 Y7 F200. Bir sonraki hareket yine doğrusal bir kesimse, öndeki G01 yazmadan sadece X ve Y koordinatlarını yazabiliriz.
G01 X5 Y7 F200
X10 Y15
X12 Y20
G02 X5 Y5 I0 J-5
X3 Y6 I-2 J0
Aynı durum, besleme hızı parametresi F için de geçerlidir. Değerini değiştirmek istemedikçe, her satıra dahil etmemiz gerekmez. Bazı G kodu dosyalarında, komutların önünde “
N ## ”
ifadesini de görebilirsiniz. N kelimesinin kod satırını veya satırını numaralandırmak kolaydır. Bu, programda hata olması durumunda belirli bir satırı tanımlamak için yardımcı olabilir.
Basit G-kodu Program Örneği
Tüm bu bilgileri öğrendikten sonra, gerçek bir kodu manuel olarak yapabiliriz.
İşte bir örnek:

%
G21 G17 G90 F100
M03 S1000
G00 X5 Y5 ; point B
G01 X5 Y5 Z-1 ; point B
G01 X5 Y15 Z-1 ; point C
G02 X9 Y19 Z-1 I4 J0 ; point D
G01 X23 Y19 Z-1 ; point E
G01 X32 Y5 Z-1 ; point F
G01 X21 Y5 Z-1 ; point G
G01 X21 Y8 Z-1 ; point H
G03 X19 Y10 Z-1 I-2 J0 ; point I
G01 X13 Y10 Z-1 ; point J
G03 X11 Y8 Z-1 I0 J-2 ; point K
G01 X11 Y5 Z-1 ; point L
G01 X5 Y5 Z-1 ; point B
G01 X5 Y5 Z0
G28 X0 Y0
M05
M30
%
G kodu programının açıklaması:
- Kod başlatma: Bu karakter (%) her zaman programın başında ve sonunda bulunur.
- Güvenlik hattı: Metrik sistemde (tüm ölçüler mm cinsinden), XY düzleminde, mutlak konumlandırma ve 100 inç / dk ilerleme hızında programlamayı ayarlayın.
- 1000 RPM hızında saat yönünde.
- B'ye hızlı konumlandırma (5,5).
- Kontrollü hareket aynı konumda, ancak aleti -1'e düşürüyor.
- C konumuna doğrusal kesme hareketi (5,15).
- D noktasına (9,19), merkez noktası (9,15) olacak şekilde saat yönünde dairesel hareket.
- E noktasına doğrusal kesme (23,19).
- F noktasına doğrusal kesim (32,5).
- G noktasına aynı düz kesim (21,5).
- H noktasına düz kesim (21,8).
- I noktası (19,10) ve merkez noktası (19,8) olacak şekilde saat yönünün tersine dairesel enterpolasyon.
- J noktasına doğrusal kesim (13,10).
- Merkez noktası (13,8) iken K (11,8) konumuna saat yönünün tersine dairesel kesme.
- L pozisyonuna doğrusal kesme (11,5).
- B pozisyonuna son doğrusal kesme hareketi (5,5).
- Aracı kaldırın.
- Başlangıç pozisyonuna git.
- Mil kapalı.
- Ana program sonu.
Bu kod, Universal G-code Sender yazılımı aracılığıyla CNC makinemize gönderilmeye hazır görünüyor:

Yukarıda açıklanan bu ana G kodu komutlarını kullanarak, kendi tam teşekküllü G kodumuzu yazmayı başardık. Tabii ki, bu örnek oldukça basittir ve daha karmaşık şekiller için kesinlikle bir CAM yazılımı kullanmamız gerekir.
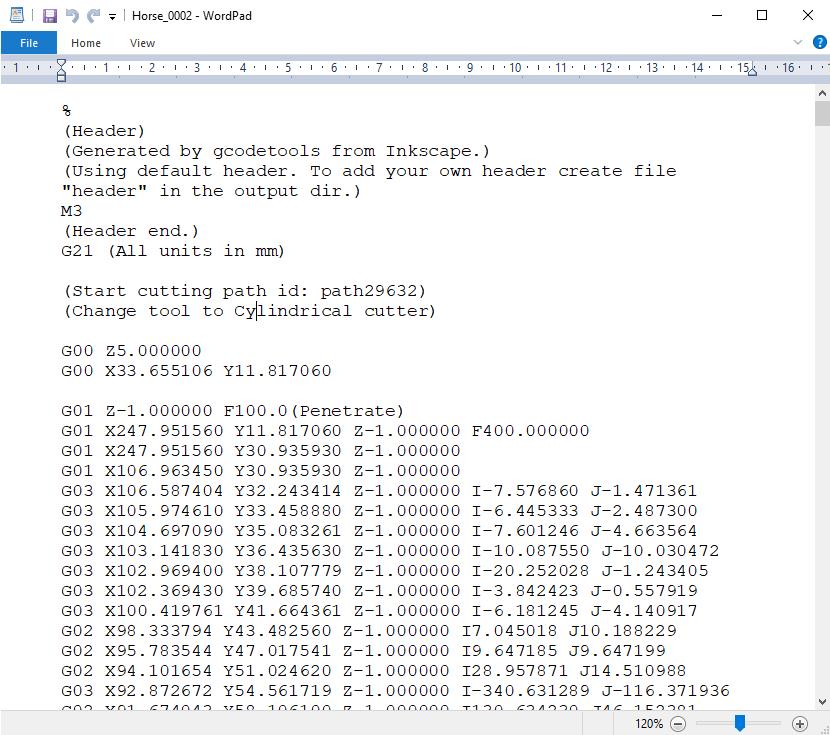
İşte bir At şeklinin karmaşık bir G kod örneği:
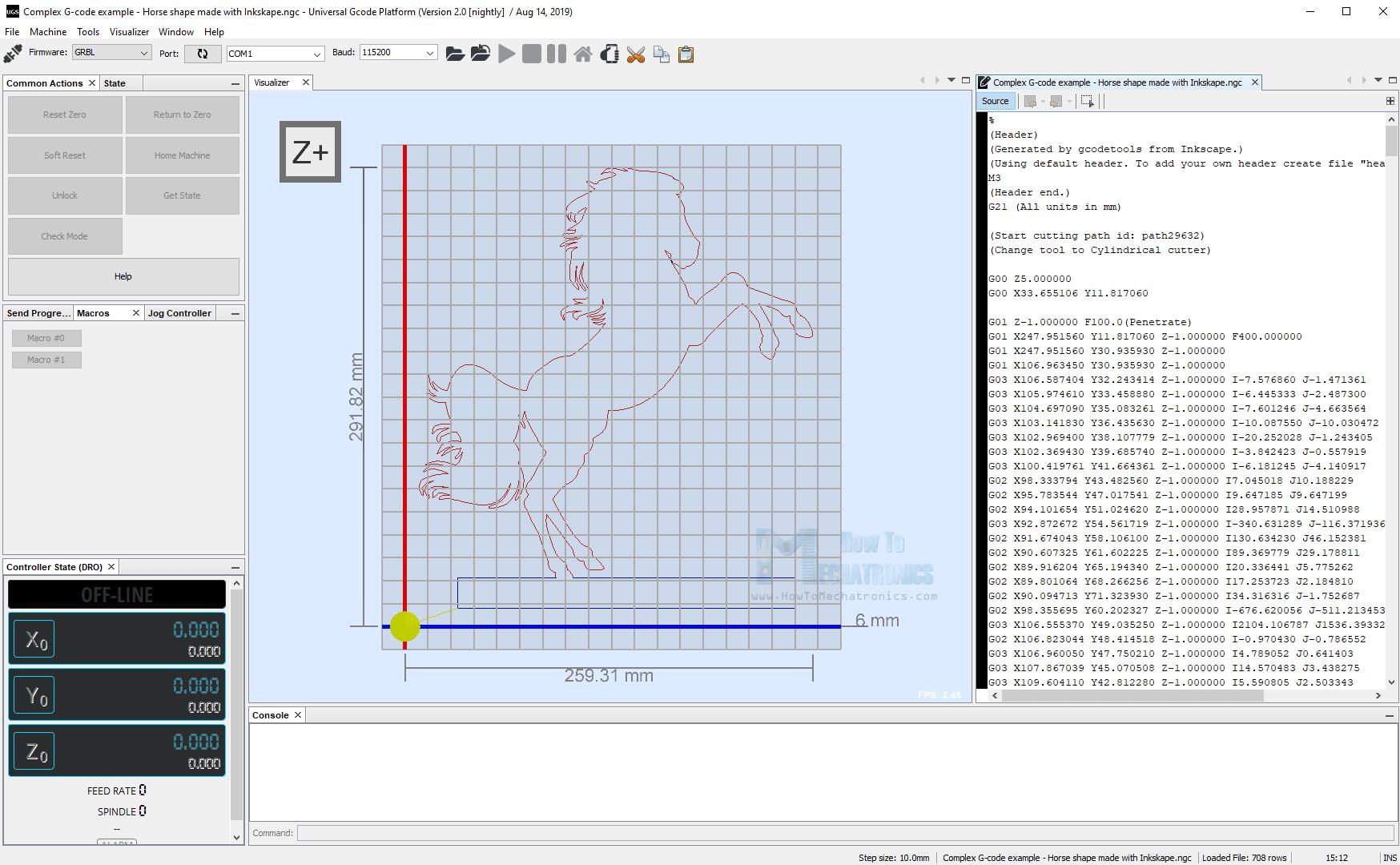
Bu kodun yaklaşık 700 satırı vardır, ancak tümü otomatik olarak oluşturulur. G kodu, Inkscape kullanılarak yapıldı.
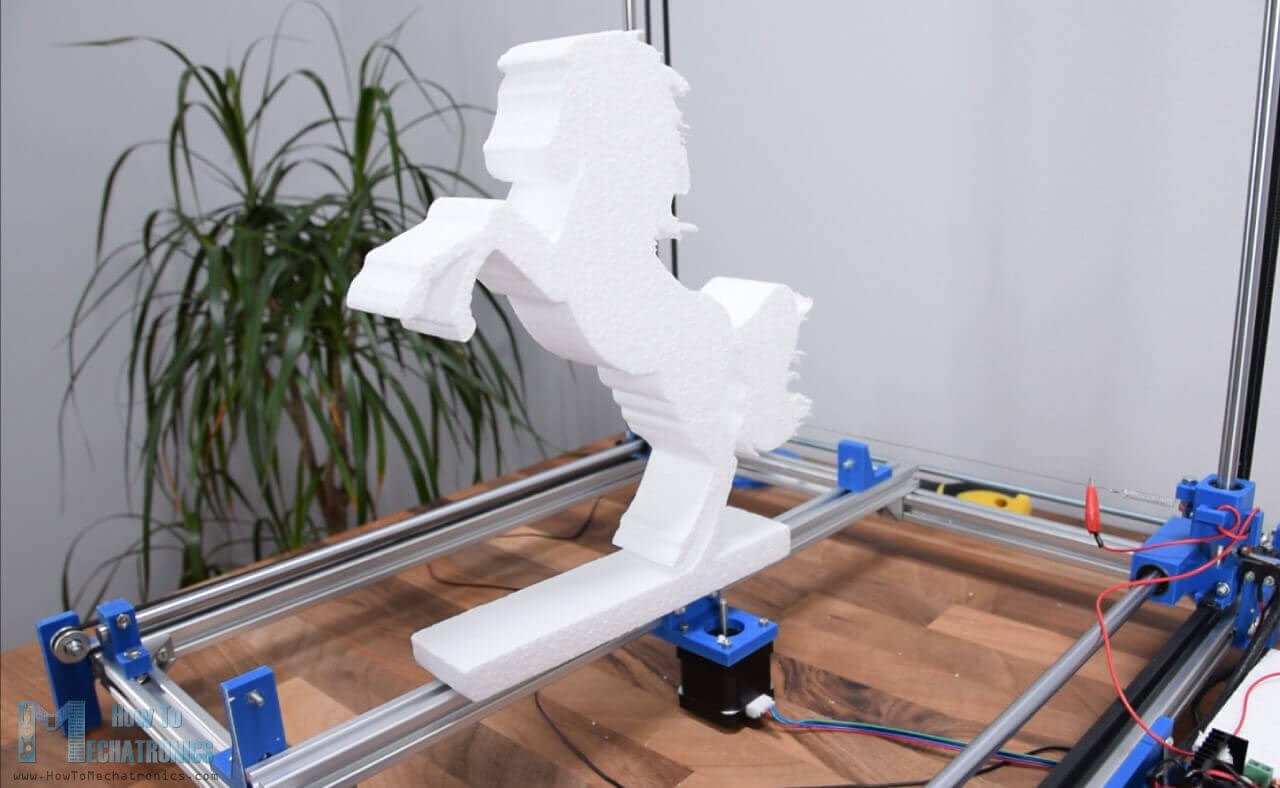
Şekil şu şekilde ortaya çıktı:
Sonuç
G kodunun temellerini bu yazımızda sizler için ele aldık ve en önemli ve yaygın G kodu komutlarını açıkladık. Ayrıca manuel olarak kendi gerçek G kodumuzu oluşturduk. G kodunu anlamak o kadar da zor değil. Tabii ki, CNC işleme veya 3D baskıda kullanılan çok fazla komut ve özellik var, farkındayız, ancak diğer bazı eğitimlerden daha kolay olduğunu söyleyebiliriz.
Hepsi bu kadar.